
Merci pour tes retoursTrès sympa ta baguette, ça va envoyer du Wingardium Leviosa!
Et content de voir que ArianePlast est de retour.

Affichage des résultats 1 111 à 1 140 sur 2824
Discussion: V0 - Le topic de l’impression 3D
-
09/06/2022, 12h05 #1111Tyranaus0r


- Ville
- Cessero
Et hop!
-
09/06/2022, 14h13 #1112Roxx0r

L'Ender 3 v1
Bonne machine pour se faire la main mais je n'ai plus de temps à lui consacrer.
Dernièrement, encore un bourrage du hot end.
Je m'en débarrasse, en l'état, si ça peut intéresser quelqu'un avant la poubelle
Elle est bien équipée, le Bed classique, 2 BED creality flexible (dont 1 qui commence à avoir des petits trous car mal décollés) en PEI magnétique. Un extrudeur en alu, un kit de ressort, les ressorts renforcés en métal.
Une bobine de PLA Ariane Plast neuve sous blister.
Mais du coup bourrage du hot End, je pense c'est pas grand chose
Pour 60 euros, soit presque le prix des accessoires + PLA, je m'en débarrasse.
-
10/06/2022, 18h54 #1113Roxx0r

- Ville
- Clermont-Fd
Hello !
J'ai chopé une alfawise U20 pro d'occasion.
Bon, je suis reparti sans carte SD (micro SD).
J'en ai une de 16Go SDHC, que j'ai formaté rapidement en FAT32, et visiblement l'imprimante ne trouve rien (j'avais mis un fichier STL).
Est-ce qu'il y a des modèles à privilégier sur les cartes micro-sd ? J'ai l'impression que c'est souvent le bordel !
edit : boulette -> je n'avais pas compris que je devais repasser les fichier STL (ici un fichier test) dans Cura avec les paramètres de l'imprimante.
J'ai collé les paramètres de la Creality CR10S et j'ai pu lancer ma première impression !
edit 2 : j'ai des questions sur le fil PLA à acheter.
Je voudrais faire des pièces violettes ou blanches, j'ai cru comprendre que certains fils avaient un effet "brillant".
Il y a des marques à éviter svp ? Vous avez des conseils ?
edit 3 : sans aucun réglage ça me semble pas mal ! (1h45 quand même la merdouille)
Dernière modification par leeoneil ; 10/06/2022 à 23h08.
-
11/06/2022, 11h57 #1114Son of Canardchie

- Ville
- A Courbet
Une imprimante 3D, c'est comme une machine-outil CNC, ça a besoin d'instructions. Elle ne sait pas lire un modèle, par contre elle sait obéir quand tu lui dis de chauffer, tourner un moteur de temps de degré, etc. C'est le gcode, si tu l'ouvres avec un bloc-note, tu verras que ce sont des instructions simples
Pour le PLA, c'est à toi de choisir mat, brillant ou satiné (comme avec de la peinture). J'ai un violet brillant arianeplast, il est de toute beauté
-
11/06/2022, 20h16 #1115Roxx0r

- Ville
- Doubiste
Les filaments c'est comme les peintures, on ne peut pas identifier ton besoin avec juste "j'veux du bleu" ou "j'veux du vert". Envoyé par leeoneil
Envoyé par leeoneil

")
- Effet brillant :
Ce sont les fils "silk". Ca brille, mais le Z seam est plus compliqué à masquer.
Je te conseillerai de tester en bobine de 250g si t'es pas certain de ton besoin silk/soie/ultra satin.
- les blancs :
si tu cherches une couleur très neutre, opte pour les blancs de bases toutes marques ( souvent pas chers, toujours polyvalents ).
Evite mat, silk, satin, nacrés, marbre, mineral sauf si ils répondent à un de tes besoins précis, sachant que tu en auras 750g à 1kg.
- Les violets :
Magicpla-deep-space(dual extrusion) est vraiment génial, des exemples maison : #1, #2, #3
- les marques : pour l'instant aucune à déconseiller.
Mes rares déconvenues étaient sur des filaments en particulier ( eSun Wood (c'est dl'a merde ), Colorfabb StoneFill ( çay compliqué ).
( essayées ici Rosa3D, Fillamentum, Prusament, 3DJake, Add:North, Fiberlogy, Colorfabb, eSun, Wanhao, Polymaker, Arianeplast, Francofil )Dernière modification par Claroushkyn ; 11/06/2022 à 21h25.

-
11/06/2022, 20h30 #1116Roxx0r
- Ville
- Clermont-Fd
Merci pour les infos et.. Wow le truc violet effet magique !

Je voulais surtout savoir si il y avait des sites et/ou des marques à ne pas prendre.
Merci beaucoup pour ces infos !
-
11/06/2022, 21h37 #1117Tyranaus0r
- Ville
- Cessero
Super ce filament violet-rose en effet!.
Par contre si tu veux imprimer en phosphorescent, attention c'est très abrasif pour la buse et parfois pas si simple niveau stripping (cheveux d'ange, fil durant les mouvement de la tête).Et hop!
-
13/06/2022, 09h10 #1118Tyranaus0r
- Ville
- Cessero
Ben pas vraiment eu de mauvaises surprises, mais avec le recul, les marques "chinoises" genre Sunlu c'est pas mauvais, mais c'est bien moins bon que même du Amazon basic niveau rendu. Par exemple entre deux blancs, le Sunlu est translucide et fait vraiment plastique. Le Arianeplast ou Amazon est plus satiné, bien plus blanc homogène. Envoyé par leeoneil
Là où je vois le plus de différences, c'est quand tu laisses la bobine sur la machine, au bout de 24h le filament Sunlu se casse tout seul en entrée de l'extrudeur. Et bizarrement les 30 premiers centimètres deviennent cassant rapidement. Pourtant mon bureau est sec, dans les 40% d'hygrométrie. Je ne pense pas que ma boîte où je range les bobines soit beaucoup plus sèche, même avec le silicagel.
Enfin c'est un retour d'expérience, mais au final, mis à part une bobine random reçu dans un lot de fin de série, je n'ai jamais eu de mauvaise surprise.
Pour moi en ce moment c'est en majorité Arianeplast, Ecofil, Amazon et un peu de Prusa.Et hop!
-
13/06/2022, 09h30 #1119Roxx0r
- Ville
- Clermont-Fd
J'ai commandé pour tester la marque proposé par Claroushkyn, car les 2 couleurs "magiques" vert/bleu et violet/bleu correspondent parfaitement à la palette de couleur de mon flipper.
Le truc qui me chiffone, c'est le décollement des pièces.
Elles sont soudées au plateau à chaque coup !
La première fois j'ai laissé refroidir tout seul une nuit.. Rien, toujours soudé sur le plateau.
Hier j'ai essayé de passer le plateau au frigo... Rien ça reste soudé.
Comment je décolle ? A la bourrin ! Hier en tapant dessus (avec des trucs en bois).
Mon plateau d'occasion est vraiment pourrave. J'ai compris hier que les rainures doivent venir de la tête qui a "gravé/fondu" la surface supérieure.
Je pensais comme un con que c'était des repères comme c'était bien symétrique.
Si j'achète un truc Ziflex, il faut chauffer plus je suppose, pour compenser l'épaisseur supplémentaire ?
-
13/06/2022, 09h32 #1120Tyranaus0r

- Ville
- plubojourdesavi
Pas vraiment de marques à déconseiller, certaines sont plus ou moins sujettes au warping, ont un rendu plus ou moins joli, etc. mais globalement je n'ai pas eu non plus de mauvaises surprises. Le rapport qualité-prix du filament Amazon Basics est bon, mais le meilleur rapport est détenu selon moi par le GST3D, avec fréquemment des offres à 9€ le kilo (par 10 kilos). Leurs couleurs sont sympas, leur noir est correct (un peu trop brillant et sujet au stringing pour mon goût) et leurs frais d'envoi sont gratuits. Et en plus c'est du PLA+, soit du PLA légèrement plus solide que la normale. Et je peux confirmer que c'est le cas, je me suis conçu un casse-noix avec et il prend cher !
-
13/06/2022, 10h00 #1121Tyranaus0r
- Ville
- Cessero
Il est comment ton plateau? Pour la chauffe, j'ai pas vu de différences entre le plateau basique, en verre ou flexible avec la couche d'aimant en plus. Je vais même avouer qu'au tout début j'avais le plateau basique en plastique plus le plateau en verre au dessus...et ça chauffait assez
Et hop!
-
13/06/2022, 10h16 #1122Roxx0r
- Ville
- Clermont-Fd
C'est un plateau Creality, en métal avec une couche supérieure noire qui ressemble à du plastique très dur.
Je ne sais pas du tout ce que c'est comme matière.
Globalement tout reste collé dessus (voir photo un peu plus haut sur la page).
J'ai peur de gratter pour virer ce qui reste, peur de l'abimer encore plus. J'ai pris une raclette plastique mais ça n'enlève rien.
-
13/06/2022, 11h03 #1123Tyranaus0r
- Ville
- Cessero
Il se plie un peu celui-là non? Sur ceux-là je dirai prêtre essaie de le refaire chauffer à 60° quelques minutes pour le rendre plus "mou"?
C'est du PLA ou PETG?Et hop!
-
13/06/2022, 11h11 #1124Roxx0r
- Ville
- Clermont-Fd
Ah non ça ne se plie pas, c'est du métal bien épais !
J'ai imprimé en PLA pour l'instant.
-
13/06/2022, 11h52 #1125Tyranaus0r
- Ville
- Cessero
Tu avais mis une bordure (brim) ? Essaie de doucement décoller un rebord avec un scalpel ou un cutter en plaçant la lame dessous?
J'ai déjà eu ce genre de souci, mais je n'ai jamais abîmé le plateau en décollant des trucs.Et hop!
-
13/06/2022, 12h00 #1126Roxx0r
- Ville
- Clermont-Fd
Ah non, pas de bordure, je découvre probablement trop à l'arrache.
Merci pour les conseils, je vais essayer de faire chauffer le plateau pour nettoyer le plateau.
-
15/06/2022, 09h57 #1127Roxx0r
- Ville
- Clermont-Fd
Bon faire chauffer ça ne fait pas grand-chose.
Pour décoller mes pièces je suis tombé sur 2 trucs :
Plateau pliant en métal et aimanté -> https://whambamsystems.com/
Et les plateaux Ziflex.
Des retours sur ces produits les canards ?
Sur le premier on a l'impression rien qu'en vidéo que le truc est tordu dès la première utilisation (ça doit être rigolo à remettre bien plat).
-
15/06/2022, 10h57 #1128Son of Canardchie
- Ville
- A Courbet
Sur la Ender 3V2 j'ai un plateau pliant, mais je n'ai jamais eu besoin de le triturer pour décoller les pièces. Peut-être que tu mets la température de ton plateau trop haute ?
T'as bien une petite spatule pour glisser sous la pièce (faut parfois donner quelques coups pour que ça se décolle) ?
-
15/06/2022, 11h06 #1129Roxx0r
- Ville
- Clermont-Fd
J'ai essayé à la spatule mais sans succès.
Je bourrine à grand coups de morceaux de bois pour l'instant.

Le plateau je le chauffe à 50°, je n'ai pas pensé à essayer plus bas.
J'ai vu qu'une buse trop proche du plateau pouvait écraser la première couche, et donc générer des collages trop fort.
J'ai recalé la hauteur de buse mais toujours la même problème, ça colle ultra-fort.
-
15/06/2022, 12h10 #1130Tyranaus0r
- Ville
- Cessero
Oui en effet, une couche écrasée colle mieux. Mais là c'est quand même bizarre. Les plateaux flexibles c'est sympa, faut juste tordre légèrement la plaque et l'impression pope!
En plus ça doit être du PEI donc c'est du métal avec une couche de polymère qui aide à coller et ça fait une face super lisse.
par exemple faut pas imprimer du PETG sur un plateau lisse, car ça colle trop fort. Prusa recommande de mettre de la colle en stick, pas pour aider à coller le PETG, mais plutôt à avoir une couche entre le métal lisse et le PETG.
Même avec les plateaux basiques des Ender 3 j'ai eu des trucs impossibles à décoller. Sur les plateaux en verre texturé, attendre le refroidissement fait poser l'objet et sur le plateau flexible magnétique "plastique texturé" ben on tord et ça se décolle gentiment.
Tu n'aurais pas une photo à nous montrer?Et hop!
-
15/06/2022, 12h20 #1131Tyranaus0r
- Ville
- plubojourdesavi
J'ai essayé la colle en stick pour du PETG sur un plateau PEI lisse, ça fonctionne mais ça donne un rendu dégueulasse. Pour imprimer du PETG le plateau texturé reste la meilleure solution. Le plateau satiné de Prusa est aussi une solution intéressante, le rendu est intermédiaire entre celui du lisse et du texturé, et il permet d'imprimer PLA et PETG sans avoir à changer de plateau (et donc de réglage de Z). Envoyé par Yo-gourt
-
15/06/2022, 13h14 #1132Son of Canardchie
- Ville
- A Courbet
J'ai essayé la laque de mon côté, mais c'était plus parce que mes pièces ne collaient pas assez

-
15/06/2022, 18h33 #1133Tyranaus0r
- Ville
- Cessero
Elle ma bien saoulé la MK3 aujourd'hui. Premier test du PETG Prusa pour faire des clips LEDs. Tout marche super, quand soudain...c'est le drame. L'unload du filament bloque, le chargement pareil...encore ce satané IR sensor qui merdouille et l'imprimante et le MMU2 ne savent plus où est le filament. C'est hyper pénible à régler, surtout que ça marchait depuis des mois. Je pense que la chaleur a dû jouer vu le nombre de pièces et de vis qui entrent en jeu..
Et aussi, leçon du jour, le PETG n'aime vraiment pas passer après le PLA...faut bien purger sinon ça filoche, les couches se décollent entre elles. Un rendu dégeu. Une fois bien purgé du PLA tout est parfait.Et hop!
-
15/06/2022, 19h19 #1134Tyranaus0r
- Ville
- plubojourdesavi
Ah oui, effectivement, j'avais oublié ça. Du filament de nettoyage s'impose quand on travaille avec du PETG.
-
25/06/2022, 19h27 #1135Tyranaus0r

- Ville
- Tulle \o/
Je suis toujours le seul ici à imprimer en résine ?
Anycubic faisait des promos sur la mono X (355 €), j'ai failli craquer pour son plateau de 192x120 (a comparer a mon 130x 80 actuel) parce que mon imprimante est trop petite pour tout ce qui est char en 28 mm. Je me suis retenu, je lis ses caracs comme étant "ancienne génération" et je préfererais passer sur une qualité supérieure, genre la M3 PLus qui coute un rein (700 €) . La M3 n'a pas un plateau suffisament grand pour valoir le coup.
La Elegoo saturn est bien + chere et pas dispo encore.
Donc pas d'achat pour le moment, mais le remplacement arrivera à l'occasion de soldes : mon Mono s'use, surtout niveau écran que je n'ai pas protégé à l'époque et qui se couvre de taches de résine. Et elle est trop petite pour les grosses pièces.De mauvaise foi moi ? Noooon ?
-
27/06/2022, 16h43 #1136Roxx0r
- Ville
- Clermont-Fd
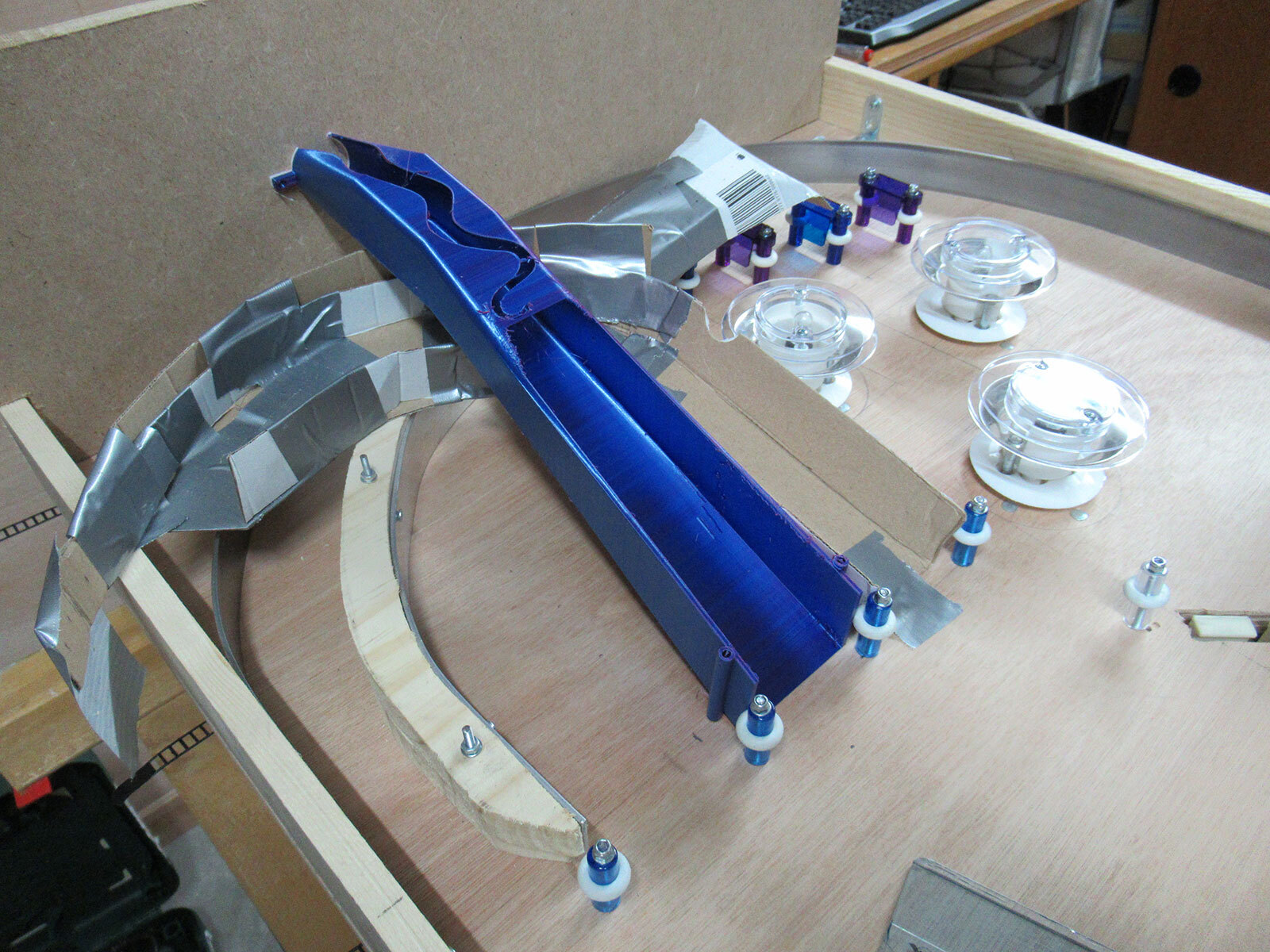
Claroushkyn encore merci pour l'info sur les "magic PLA" car ça rend vraiment nickel sur mes futures rampes !
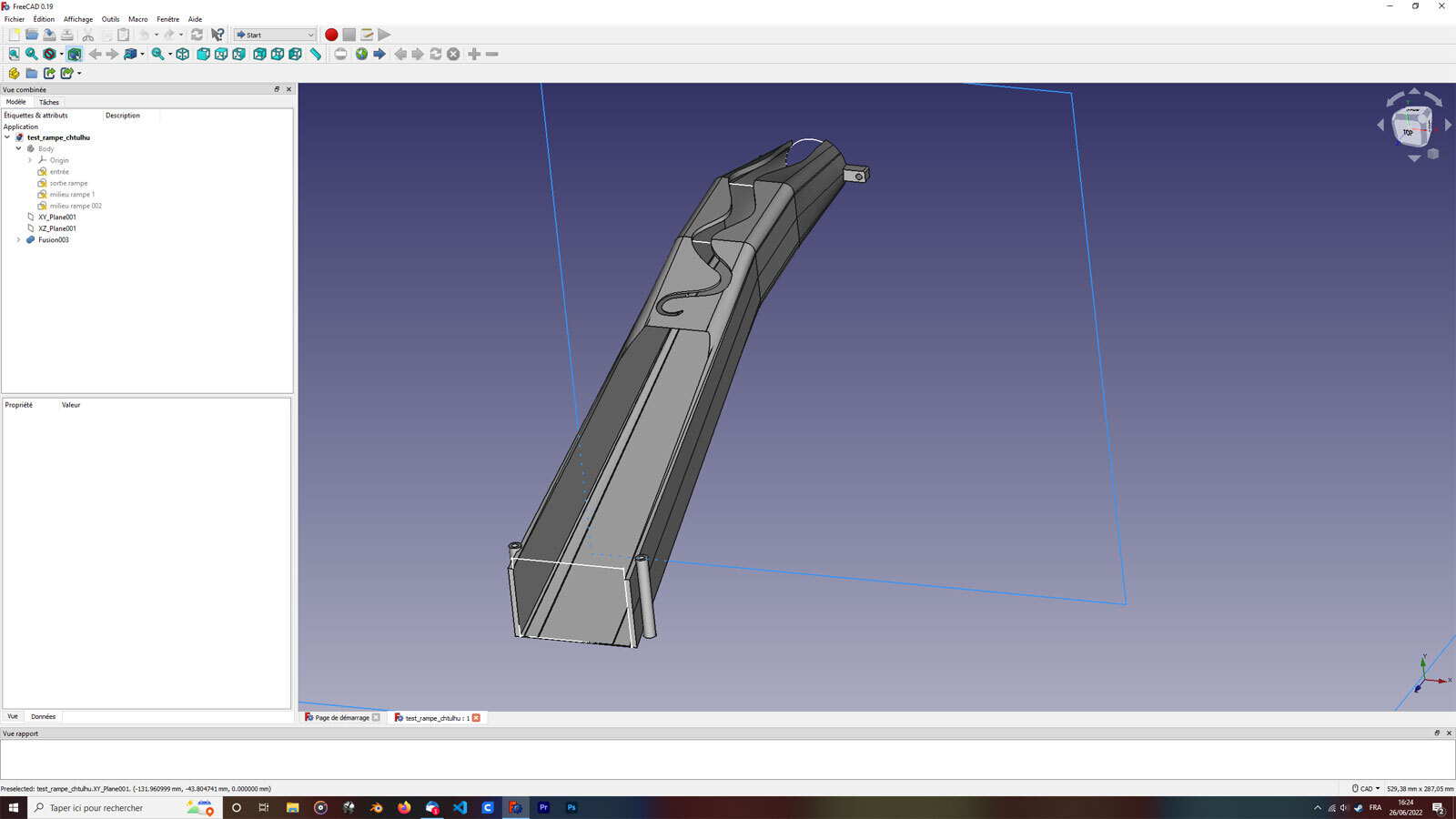
Je suis content j'ai réussi une première vrai grosse impression (25 heures !).
Je suis content d'avoir chopé une imprimante qui permet les gros volumes, merci pour le conseil les canards (la rampe fait 32cm de long).
Bon faut que je refasse toute l'épaisseur, là ça ne sera pas assez solide, mais je suis content quand même, le résultat est là !
Pour un premier test je trouve ça super cool.
Maintenant faut que je comprenne mieux freecad, je galère comme pas possible pour créer un chemin tournant (comme un escalier en colimaçon ou... une rampe de flipper). Pour l'instant je suis bloqué et mes virages sont "à plat".

-
27/06/2022, 17h06 #1137Tyranaus0r
- Ville
- plubojourdesavi
Pas mal pour une première réalisation ! Tu devrais plutôt utiliser Fusion 360 pour la modélisation. Sa prise en main est plus facile que celle de FreeCAD, et tu trouveras pléthore de tutos sur Youtube (notamment en français).
-
27/06/2022, 17h08 #1138Son of Canardchie
- Ville
- A Courbet
Je te conseilles les vidéos de JP Willm Envoyé par leeoneil
-
28/06/2022, 01h05 #1139Tyranaus0r
- Ville
- Bordeaux
Tiens, question d'utilisation des outils de modélisation. Y'a moyen de décrire un volume comme devant être imprimé en "plein", ou, au niveau du slicer, de définir des taux de remplissages individualisés pour diverses parties du modèle?
L'idée, c'est d'imprimer un dé "pipé" sous la forme d'un cube avec peu de remplissage, mais avec à l'intérieur une sphère pas centrée, et qu'on voudrait typiquement remplir pour qu'elle déplace le centre de gravité de l'objet. À titre purement expérimental, je ne pense pas qu'il y ait de gros risques de confondre le résultat avec des dés de casino
-
28/06/2022, 07h13 #1140Son of Canardchie
- Ville
- A Courbet
Tu modélises normalement ton dé, et avec le slicer, tu définies le pourcentage de remplissage par région.

 Répondre avec citation
Répondre avec citation
 Règles de messages
Règles de messages
- Vous ne pouvez pas créer de nouvelles discussions
- Vous ne pouvez pas envoyer des réponses
- Vous ne pouvez pas envoyer des pièces jointes
- Vous ne pouvez pas modifier vos messages
- Les balises BB sont activées : oui
- Les smileys sont activés : oui
- La balise [IMG] est activée : oui
- La balise [VIDEO] est activée : oui
- Le code HTML peut être employé : non