
La carte de Prusaprinters n'est pas exacte, la localisation est volontairement approximative - c'est pas parce que la carte semble indiquer que ton voisin d'en face a une super imprimante qu'il faut monter un cambriolage. Je ne sais pas ce que ça donne à la campagne, mais moi qui suis dans Bordeaux, elle pointe à plusieurs centaines de mètres de chez moi.

Affichage des résultats 181 à 210 sur 2825
Discussion: V0 - Le topic de l’impression 3D
-
07/12/2020, 13h24 #181Tyranaus0r

- Ville
- Bordeaux
-
07/12/2020, 14h42 #182Tyranaus0r

- Ville
- Cessero
J'ai un gars avec 2 Prusa à 5km de chez moi!!! Woow le bourge!
 Et hop!
Et hop!
-
07/12/2020, 17h20 #183Son of Canardchie

- Ville
- A Courbet
Après pour quelques impressions , je pourrai dépanner gratos les canards du coin (quand j'aurai reçu mon imprimante
 ).
).
-
07/12/2020, 18h52 #184Roxx0r
J'ai reçu ma mars 2 pro !
")
Mais j'ai pas de résine...
-
07/12/2020, 19h21 #185Roxx0r
 Envoyé par Ze Pompom
Envoyé par Ze Pompom

-
07/12/2020, 20h10 #186Tyranaus0r

Si jamais ça se fait pour la carte des canards imprimeurs, on peut me marquer:
-Tiri, Prusa Mk3s et Ender 3 Pro, Paris Sud-Est
Si personne se dévoue je m'y mettrais mais j'ai la flemme tout de suite
-
07/12/2020, 20h10 #187Tyranaus0r

- Ville
- Tulle \o/
J'ai fait mes premiers tirages avec ma photon mono. Envoyé par Ze Pompom
Déjà je suis très content d'avoir acheté le wash & cure, tu sors ton impression, hop dans le bac d'alcool et go, tu fais sécher puis retour dans la W&C et lancement des UV, bip bip c'est prêt.
J'ai un problème avec le slicer Photon Workshop, j'ai changé le chiffre du "layer thickness" en voulant faire plus fin, j'ai vu aucune différence avec le paramétrage par défaut. Et le temps d'impression était le même, alors qu'il me semblait en plus avoir rallongé la durée d'expo des premières couches.
J'ai aussi mis un des prints aux UV 30 mn, je pense que c'était trop.De mauvaise foi moi ? Noooon ?
-
07/12/2020, 20h12 #188Roxx0r
La wash & cure et la mercury plus (l'équivalent chez Elegoo) sont plus disponibles malheureusement. Il y a de la wash & cure 2.0 par contre, mais c'est plus cher. Envoyé par Ventilo
-
07/12/2020, 21h02 #189Tyranaus0r
- Ville
- Bordeaux
Pareil: s'il y a des canards bordelais, je peux au moins essayer de dépanner. C'est pas comme si ma Prusa fonctionnait 24/7... Envoyé par deathdigger
-
07/12/2020, 21h03 #190Tyranaus0r
- Ville
- Tulle \o/
J'ai pris la 2.0 Envoyé par Ze Pompom
De mauvaise foi moi ? Noooon ?
-
07/12/2020, 23h13 #191Son of Canardchie
- Ville
- A Courbet
Je viens quasiment de finir le tuto Freecad pour faire le companion cube.
J'en ai chié
Y'a un passage qu'il ne montre pas, qui est les petits bumpers. Je me suis dit que je pourrais les faire sur le même sketch que les gros (ceux des coins) et... non. A un sketch, correspond une forme. Du coup, le plus simple est de repartir d'un nouveau body etc.
Y'a des trucs obscures pour moi encore, comme, comment cacher les plans :

Ouais, c'est vite le bordel
Et le système de polar transformation, j'ai pas tout bité, du coup, j'ai fait pas mal de choses au pif, mais qui marchent
Aussi, j'ai foutu toutes mes côtes dans une spreadsheet, et même si j'en ai pas 150, ça me fait des espèces de freeze quand je change une donnée. Mais du coup, vu que j'ai foutu un facteur, je peux sortir n'importe quelle taille facilement :

(la colonne de droite=colonne de gauche * factor)
-
08/12/2020, 07h44 #192Roxx0r
Je n'y connais rien à Freecad mais si tu souhaite juste changer l'échelle d'un objet, sache que ton slicer peut le faire.
-
08/12/2020, 09h22 #193*X86 ADV*

- Ville
- Nord de France
C'est fait, si il manque des canards : vous pouvez m'envoyer un MP ? Merci Envoyé par Tiri
Perso j'ai un problème de fil bizarre sur mes dernières impressions... Soit c'est parce que j'ai imprimé un gcode trouvé sans faire l'étape STL -> slicers, ou il faut que je règle mieux mon imprimante, j'ai aussi prévu de lui faire un placard en boite pour la protéger un peu (du vent, du froid, de la poussière...). Envoyé par Kazemaho
-
08/12/2020, 09h48 #194Roxx0r

J'ai reçu mon Ender 3 il y a quelques jours et pour l'instant je suis assez content de mes premières impressions.
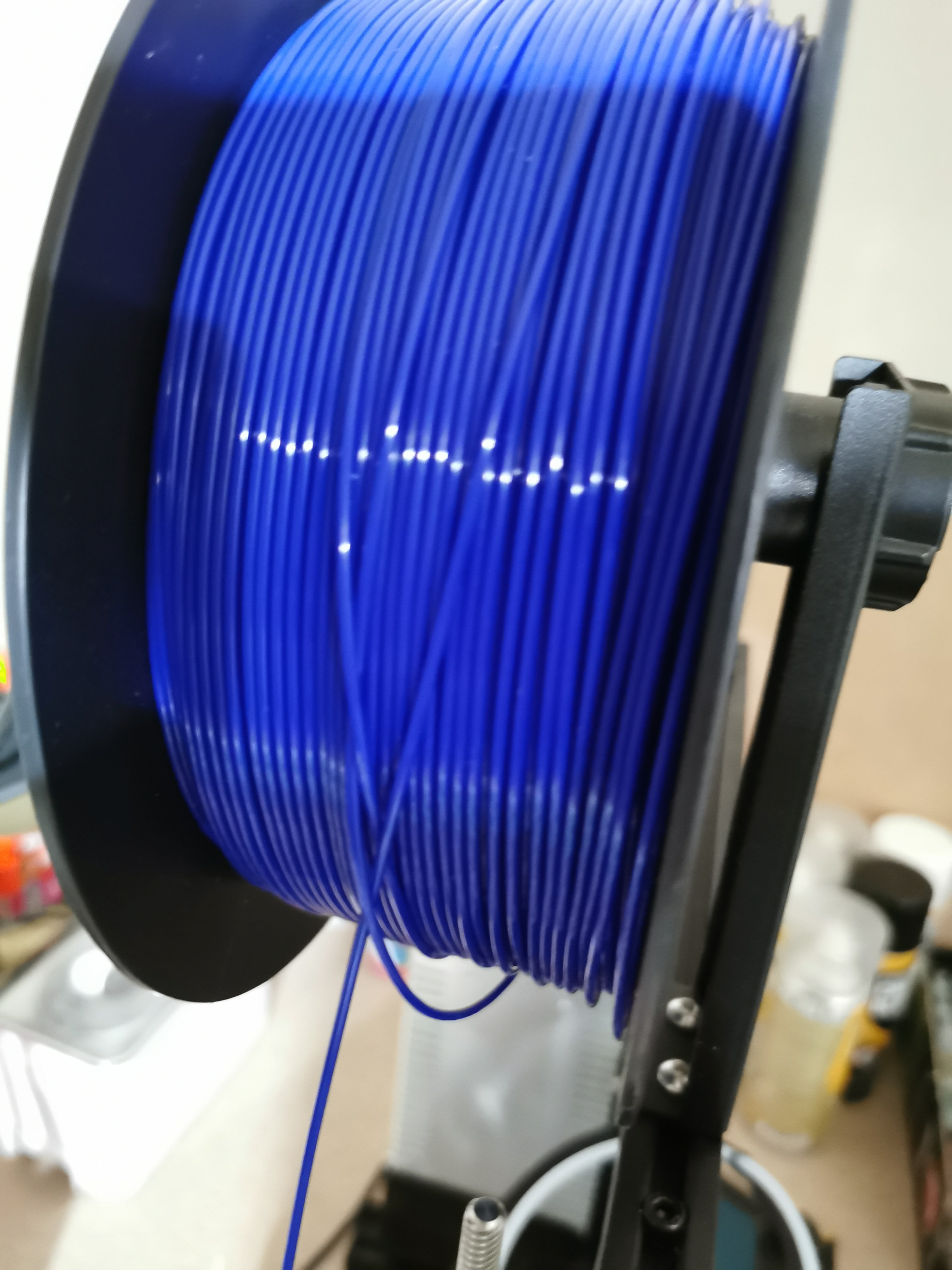
Le gros problème que j'ai concerne le PLA que j'ai acheté lors de cette fameuse promo où on recevait un lot d'une dizaine de bobines avec des couleurs aléatoires.J'ai l'impression que le filament est mal enroulé, du coup, souvent pendant l'impression, le déroulement n'est pas fluide et cela fini par faire foirer l'impression.
Si je le vois avant qu'il ne soit trop tard, je peux facilement, à la main, débloquer le filament, mais sur une longue impression, je n'arrive pas à surveiller tout le temps et du coup, toutes mes impressions foirent....
Vous pensez qu'une solution existe ou je peux m'asseoir sur tout mon lot de PLA ?
-
08/12/2020, 10h04 #195*X86 ADV*
- Ville
- Nord de France
Tu as une photo de la bobine ? J'ai pas eu ce problème =/ Envoyé par Paincru
Envoyé par Kazemaho
-
08/12/2020, 10h04 #196Tyranaus0r
- Ville
- Bordeaux
Alors ce qui est dit sur le site de Simplify 3D est conforme à ce que j'ai lu ailleurs: ça se règle avec les paramètres de rétraction (de combien on repousse le filament en arrière quand la tête d'impression doit se déplacer sans déposer de filament); possiblement aussi avec la température (si ton filament est trop fluide, il continue à couler quand tu ne pousses pas dessus). Bref, c'est bien des paramètres que tu règles dans ton slicer. Envoyé par ook4mi
De manière générale, télécharger des gcode tout faits n'est pas une super idée: pour bien faire les choses, il faut adapter plein de paramètres à ton imprimante et à ton filament.
-
08/12/2020, 10h11 #197*X86 ADV*
- Ville
- Nord de France
C'était plein de petite pièce donc pour "gagner" du temps, le designer donne directement le gcode pour éviter d'avoir X pièces à mettre sur le logiciel... On fait des bêtises et on apprend. Je m'amuse bien avec l'imprimante en tout cas et cela consomme peu de filament au final. Envoyé par Shosuro Phil
Merci") Envoyé par Kazemaho
Envoyé par Kazemaho
-
08/12/2020, 10h12 #198Tyranaus0r
- Ville
- Tulle \o/
Ce matin mauvaise surprise en descendant au garage (+ de 100 m² quand même, on ne parle pas d'un cagibi), forte odeur de résine.
J'avais laissé de la résine dans un évier lors du transfert bac > bidon, plus la poubelle même fermée remplie de sopalins ayant servis à nettoyer la machine et le bidon.
Après la séquence de lavage de la résine dans l'IPA (là pour le moment alcool a 90°, ca fonctionne plutot bien) je plonge les prints dans l'eau pour enlever l'alcool, avant de les faire sécher sur un carton.
Une fois sec je fais l''expo aux UV.
Toutes ces étapes c'est des transferts d'une table à l'autre, c'est pas terrible. Il faut que j'organise un cheminement logique pour éviter les jets de résine et d'IPA.
J'ai acheté de vrais gants mappa plutot que les gants livrés que j'ai déchiré assez vite, et je prendrais un masque filtrant quand je pourrais. J'ai pas beaucoup d'odorat mais un produit capable d'empester une maison avec quelques résidus ça doit pas être bon pour les poumons.
J'ai voulu faire des boules de noel en fils dans ce genre, c'est pas très réussi, je pense qu'en PLA se serait plus solide et plus adapté.Dernière modification par Ventilo ; 08/12/2020 à 10h30.
De mauvaise foi moi ? Noooon ?
-
08/12/2020, 10h30 #199Tyranaus0r
- Ville
- Bordeaux
Si tu imprimes plein de petites pièces d'un coup, et que tu as la place sur le plateau, tu peux demander à ton slicer d'imprimer chaque objet en entier avant de passer au suivant. Il faut que ce soit possible (faut pas que la tête aille taper dans l'objet précédent en imprimant le suivant), mais tu diminues pas mal les risques de stringing. Bonus: si l'impression foire en cours de route, tu auras souvent une partie des pièces imprimées correctement, au lieu de foutre tout à la poubelle. Envoyé par ook4mi
Dans PrusaSlicer, c'est dans les "print settings", onglet "output settings". Et si le profil de ton imprimante est bien fait, il connaît les dimensions de la tête et il te prévient s'il y a risque de collisions.
- - - Mise à jour - - -
On parlait justement de stringing: un tel modèle, c'est un bon test des réglages d'une imprimante FDM pour ça, précisément: les tranches sont des assemblages de petites tâches bien séparées les unes des autres. J'avais imprimé un truc dans le même style, à vocation décorative, c'était pas très réussi. J'avoue que pour le moment, je n'ai pas creusé très avant ces réglages. Envoyé par Ventilo
-
08/12/2020, 11h34 #200Son of Canardchie
- Ville
- A Courbet
Ouais, mais là c'était pour le test Envoyé par TH3 CAK3
Alors fais pas le con Envoyé par Ventilo
Ce n'est pas parce que t'as un odorat de merde que tu n'as pas de poumons !
Pour les gants, ce sont ceux en Nitrile qu'il te faut, pas les Mappa.
-
08/12/2020, 12h01 #201Tyranaus0r
- Ville
- Tulle \o/
Envoyé par deathdigger
Sur le papier ca n'a pas l'air évident, et les nitrile c'est a usage unique non ?
Comme j'enchaine les impressions, je ne vide pas le bac. Erreur, une impression a raté et laissé un résidu au fond, du coup ca a foiré la suivante.De mauvaise foi moi ? Noooon ?
-
08/12/2020, 12h10 #202Roxx0r
Tiendez, un tableau récapitulatif qui peut être utile. A moduler selon l'usage comme il est dit en disclaimer
-
08/12/2020, 12h11 #203Roxx0r

- Ville
- BESNÉ LES PINS
quelqu'un a deja installer un kit "direct drive" sur une bécane ? ender 3 ou CR10 ?
-
08/12/2020, 12h54 #204Tyranaus0r
- Ville
- Bordeaux
C'est possible sans changer foncièrement le design? A priori ça implique pas mal de changements (sur un design Bowden il me semble que l'entraînement du filament se fait par une pièce dont la position est fixe; sur un direct drive c'est à l'entrée de l'extrudeur, donc mobile)
-
08/12/2020, 13h47 #205Son of Canardchie
- Ville
- A Courbet
Ça rajoute aussi du poids sur la "tête d'impression", ce qui n'est pas glop.
-
08/12/2020, 14h48 #206Roxx0r
- Ville
- BESNÉ LES PINS
creality a lancé un direct drive pour la CR10 V2 que j'ai, faut que je me renseigne un peu plus avant de me lancer:
https://www.creality3dofficial.com/f...31607172366409
surtout, est ce qu'il y a un changement de paramétrage au niveau des step/mm de l'extrudeur ou non? Après pour la CR10 V2 avec son double axe Z et son gros support de tête d'impression ça doit passer crème. Toute façon si le fabricant sort un direct drive pour cette machine c'est que ça passe.
Mais j'ai plus peur pour la ender 3 V1, faut que je regarde.
-
08/12/2020, 15h50 #207Tyranaus0r
- Ville
- Cessero
Le direct drive sur Ender3 selon les tests que j'ai regardé, c'est vraiment bien si tu imprimes du filament souple. Sur le reste, pas de gros gain, et même parfois à cause du poids en plus des effets de ghosting sur les pièces (un genre de flou directionnel sur les côtés qui auraient des inscriptions par exemple).
J'allais bidouiller pour tester, mais au final ça marche bien en bowden pour mon usage.
Pour le stringing, je n'en ai plus du tout sur les ender3 depuis que j'ai changé la vitesse de l'axe E. Je suis à 5mm à 45mm/s dans Cura. Mais de base l'ender3 a une vitesse max de 25mm/s sur le E. Il faut changer ça dans le menu Motion sur l'imprimante.
Il me reste plus qu'a régler la Ender5...et c'est bien plus pénible avec son tube de 40cm...J'ai réussi en accélérant le E, mais là c'est plus 7-8mm...et encore j'en ai régulièrement des fils dégueulasses, ça dépend aussi du filament. Pénible hein ces paramètres dépendants de 36 trucs :D
Pour la résine, je laisse la résine dans le bac entre les impressions, faut mélanger avant d'en relancer une et bien sûr faut pas que la précédente ait foiré, sinon il peut y avoir des résidus.
Sinon c'est la misère à bouger la résine...c'est de l'huile en pire.Dernière modification par Yo-gourt ; 08/12/2020 à 16h11.
Et hop!
-
08/12/2020, 18h32 #208Roxx0r
Voila ce que ça me fait Envoyé par ook4mi
-
08/12/2020, 18h47 #209Son of Canardchie
- Ville
- A Courbet
J'ai toujours pas d'imprimante (elle vient de partir d'Allemagne Envoyé par Yo-gourt
), mais j'ai déjà pris PrusaSlicer. Il semblerait qu'il fasse du meilleur boulot que Cura dixit quelques youtubeurs Français, Canadiens et Américains
-
08/12/2020, 19h40 #210Tyranaus0r
- Ville
- Cessero
Pour la bobine, en effet j'ai eu la même chose sur la bobine dorée que j'ai eu du vrac...pas d'arrêt d'impression mais ça forçait pour faire sauter le filament...Peut-être que les bobines de moins de 1kg ont été rebobinée à l'arrache à la main?
Du coup j'ai pu sortir les spires en cours d'impression et faire passer celle du dessous, dessus... Enfin ça a plus tiré sur le fil après.
Enfin ça a plus tiré sur le fil après.
Pour Prusa j'avais testé sur une fig..j'avais,un moins bon résultat qu'avec Cura. Le logiciel est plus "simple" à prendre en main avec ses niveaux d'option de profil, basique, avancé et expert, donc on avance petit à petit avec l'expérience. J'imagine aussi qu'il est plus suivi dans le développement et le retour de bug? Enfin pas eu de souci avec Cura de ce côté là.
Je pense que ma différence de résultat provient du manque d'expérience avec PrusaSlicer.
Attends de voir ceux qui font l'éloge de Slicer3D...une fois dépensé 150 balles on ne peut plus dire que c'est pourri... Quand je vois des photos de comparaison de print ou Slicer3D te sors un truc digne de plastique injecté et Cura un truc en papier maché...mouais
Et hop!

 Répondre avec citation
Répondre avec citation
 Règles de messages
Règles de messages
- Vous ne pouvez pas créer de nouvelles discussions
- Vous ne pouvez pas envoyer des réponses
- Vous ne pouvez pas envoyer des pièces jointes
- Vous ne pouvez pas modifier vos messages
- Les balises BB sont activées : oui
- Les smileys sont activés : oui
- La balise [IMG] est activée : oui
- La balise [VIDEO] est activée : oui
- Le code HTML peut être employé : non